ضمن خسته نباشید به شما،مقالات جوشکاری شما در میهن بلاگ خوندم برام جالب بود،سوالی در رابطه با کاربرد فرآیندهای جوشکاری داشتم که دقیقا در مقاله مشخص نکردین در کدام یکی از صنایع کابرد بیشتری داره و چرا؟
رضا-تهران
سلام دوست عزیز . ممنون از توجه شما . انتخاب یک فرایند جوشکاری متناسب با نوع تولید به ایتم های زیادی وابسته هست . حتی ممکنه که استفاده از چند فرایند مختلف در یک محل اتصال پیشنهاد مناسبی باشه یا اینکه با توجه به تنوع تولید مجبور به استفاده از چند فرایند به طور موازی باشیم . پس به طور خاص نمیشه گفت که کدوم فرایند تو چه صنعتی کاربرد داره ولی با بررسی نوع تولید در هر صنعتی میشه بهترین پیشنهاد رو داد . بولتنی رو که توی اون عوامل موثر در انتخاب فرایند بررسی شده رو خدمدتون تقدیم می کنم . اگه مطلبی براتون شفاف نبود در خدمدتون هستم . با تشکر دیوسالار
سلام،از طریق گوگل با سایتتون آشنا شدم، به موضوعات جوشکاری در سایتها کمتر توجه شده خوشبختانه شما دارین قدم نوینی در این مسیر برمی دارین.میشه بگین ماخذ این مقالات از کجا جمع آوری شده؟ منتظر پاسخ شما هستم.
عباسفر-ارومیه
سلام دوست عزیز . ممنون از توجه شما .موضوع مقاله ها عموما از سایت های معتبر بین المللی – انجمن جوشکاری امریکا –هستن که سعی شده مطالب به صورت اجرایی تو شرکت تجربه بشه در نهایت جداول مطابق قیمتها و موارد بازار داخلی کشور تهیه و تدوین میشه . با تشکر دیوسالار
مرسی برای مقاله هایی که میزارین،در مورد صنعت جوشکاری در آمریکا مطلب بزارین
مهدی-سمنان
سلام دوست عزیز . ممنون از توجه شما . چشم . در اسرع وقت . با تشکر دیوسالار
میشه در مورد رشته مهندسی جوش در ایران توضیح بدین،اهمیت این رشته در ایران چقدر هست؟
شایانفر-تهران
سلام دوست عزیز . ممنون از توجه شما . رشته مهندسی جوش تو کشور ما از دسته رشته های جوون و نوپاست که قدمتش کمتر از 20 ساله ! تقریبا تو دهه 60 بود که تصمیم به تربیت تکنسین جوشکاری به صورت اکادمیک گرفته شد . و اواخر دهه 70 بود که دوره مهندسی تکنولوژی جوش به عنوان رشته مستقل برای اولین بار تو ماشین سازی اراک تحت پوشش دانشگاه علوم وتحقیقات برگذار شد . الان هم که مرکز پژوهش جوش ایران به عنوان مهمترین متولی برگذلری این دوره مشغول به فعالیته . تا چند سال پیش عمده فعالیت در زمینه مهندسی جوش محدود میشد به کارهای کنترل کیفیت و تست های مخرب و غیر مخرب که عموما توسط فارق التحصیلهای رشته های مهندسی متالورژی – مکانیک و صنایع اجرا میشد . اما در حال حاضر این رشته اقبال بهتری داره و به عنوان یکی از تخصصهای اصلی و پایه مورد توجه هست . رشته مهندسی جوش رو می شه به 4 شاخه مهم تقسیم کرد . : 1- تکنولوژی جوشکاری 2- متالورژی جوش 3- طراحی جوش 4 – تجهیزات و ماشین الات جوشکاری
هرکدوم از این تخصصها به عنوان شاخص میتونن تاثیر زیادی در کیفیت – و اقتصاد تولید صنعتی داشته باشن .
با توجه به نگاه ویژه به رشد صنعت تو کشور مون و تعریف پروژه های زیر بنایی نیاز به متخصص رشته هایی مثل مهندسی جوش بیش از پیش احساس می شه و اینده روشن و خوبی داره . با تشکر دیوسالار
سوالی در رابطه با تاثیر اثرات آرگون بر سلامتی انسان داشتم؟ بنده تحقیقاتی در این زمینه داشتم.نظر شما را میخواستم در این زمینه بدونم!؟
با تشکر-علیزاده
سلام دوست عزیز . ممنون از توجه شما .تاثیر گاز آرگون یا فرایند جوشگاری TIG ( جوشکاری تحت پوشش گاز آرگون ) ؟ کدوم مورد سوال شماست ؟ با تشکر دیوسالار
مقالات خوبی تو سایت میزارین،خیلی بهتر میشد که از تاریخ فرآیندهای جوشکاری هم مطلبی درج میکردی! اینطوری مقالاتتون جامع تر بود!
غضنفریان-تهران
سلام دوست عزیز . ممنون از توجه شما . در اسرع وقت تاریخچه صنعت جوشکاری و روند پیشرفت اون رو تهیه و تقدیم میکنم . با تشکر دیوسالار
 گردآورنده : مهندس مسعود دیوسالار
گردآورنده : مهندس مسعود دیوسالار
مهندس بین المللی جوش
 weldexpert@khazar-transfo.com
weldexpert@khazar-transfo.com

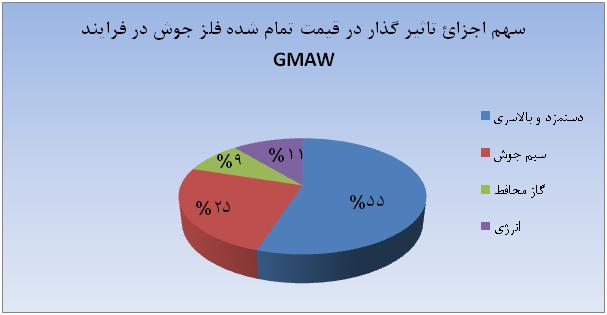
 فرایند جوشکاری، یکی از مهمترین و پر کاربرد ترین فرایندهای اتصال است که همواره مد نظر طراحان و سازندگان صنعتی می باشد
فرایند جوشکاری، یکی از مهمترین و پر کاربرد ترین فرایندهای اتصال است که همواره مد نظر طراحان و سازندگان صنعتی می باشد