معرفی دستگاه های جوشکاری و برشکاری شرکت خزرترانسفو
با هدف گسترش تبلیغات مجازی و معرفی دستگاه های جوش و برش شرکت خزرترانسفومعرفی دستگاه های جوشکاری و برشکاری شرکت خزرترانسفو
با هدف گسترش تبلیغات مجازی و معرفی دستگاه های جوش و برش شرکت خزرترانسفوبررسی مشکلات و رفع نواقص دردستگاه های جوشکاری قوس (بخش اول)
 فرایند جوشکاری، یکی از مهمترین و پر کاربرد ترین فرایندهای اتصال است که همواره مد نظر طراحان و سازندگان صنعتی می باشد
فرایند جوشکاری، یکی از مهمترین و پر کاربرد ترین فرایندهای اتصال است که همواره مد نظر طراحان و سازندگان صنعتی می باشد
نا کارامد بودن تجهیزات جوشکاری، گهگاه ، محدودیت ها و مشکلات عدیده ای را برای استفاده کنندگان آنها به وجود می آورند
تغییرات
شرایط محیطی نظیر تغییرات فشار ، تغییرات میزان رطوبت ، میزان گرد و غبار،
شرایط دمای محیط ، میزان اشعه موجود در اتمسفر هوا ، امواج رادیویی و...
تاثیر به سزایی در کیفیت عملکرد تجهیزات جوشکاری دارند، به طوریکه ،اهمیت
توجه به این موارد ، کمتر از اهمیت انتخاب پارامترهای جوشکاری، انتخاب
مواد مصرفی جوش متناسب با فلز پایه و ... نمی باشد
ثبات
و پایداری داده های خروجی دستگاه های جوشکاری به طور مستقیم تحت تاثیر
طراحی سیستم داخلی دستگاه و عملکرد اجزائ سخت افزاری و نرم افزاری مورد
استفاده در آن می باشد
تولید
دستگاه های جوشکاری با کیفیت بالا و رعایت استانداردهای جهانی متناسب با
شرایط اقلیمی و در نظر گرفتن نیازمندیهای مشتری ، دوام ،سهولت بهره برداری
از دستگاه های تولید شده، از ویژگیهای بارز یک محصول قابل اعتماد می باشد
برای حصول اطمینان از صحت عملکرد تجهیزات مورد استفاده ، کنترل داده های ورودی و خروجی دستگاه ،کالیبراسیون تجهیزات کنترلی و کنترل دوره ای تجهیزات زیر نظر متخصصین مورد تایید شرکت های سازنده بهترین و اسانترین راه می باشد
مطابق
بررسیهای به عمل آمده ، اهم عیوب محتمل و نحوه رفع آنها در سیستم های
جوشکاری قوسی با توجه به نوع فرایند، تقسیم بندی و مورد بررسی قرار گرفته
است
ادامه دارد.....
 گردآورنده : مهندس مسعود دیوسالار
گردآورنده : مهندس مسعود دیوسالار
مهندس بین المللی جوش
 weldexpert@khazar-transfo.com
weldexpert@khazar-transfo.com







رکتیفایر جوشکاری 501 DX
· نسل جدید رکتیفایر های جوشکاری اشباع
· سبک و کم مصرف همچنان مقاوم و قدرتمند !
· دو انبر جوشکاری 500 آمپری مستقل یا یک انبر گوج 1000 آمپری
· بیش از 50 % کاهش وزن
· بیش از 30% صرفه جویی در مصرف انرژی الکتریکی
· فاقد هرگونه برد و مدار الکترونیکی آسیب پذیر
· جوشکاری نرم و آسان انواع الکترود
· دو سال گارانتی دستگاه و پنج سال گارانتی ترانسفورماتور
· خدمات پس از فروش به مدت پانزده سال
·
شرکت خزرترانسفو،همراهی مطمئن در صنعت جوش و برش
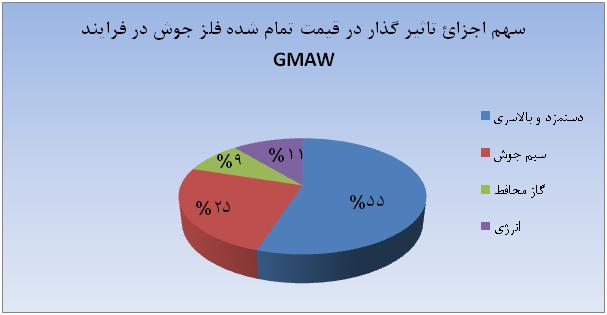
گاز محافظ مناسب در فرآیند GMAW برای جوشکاری فولاد های زنگ نزن
کنترل و کاهش دستمزد و بالاسری با توجه به سهم عمده این فاکتور در براورد قیمت تاثیر به سزایی داشته و ناگزیر به نظر میرسد
انتخاب مناسب گاز محافظ علاوه بر کنترل و کاهش هزینه دستمزد و بالاسری، نقش تعیین کننده ای در افزایش کیفیت جوش اجرا شده و افزایش توان تولید علی ا لخصوص در فولادهای آلیاژی از قبیل فولادهای زنگ نزن دارد
گازهای محافظ مناسب برای جوشکاری فولادهای زنگ نزن
گاز خالص آرگون :
از ویژگی های گاز خالص آرگون ، سهولت ایجاد قوس و پایداری نسبی آن می باشد
گاز محافظ ترکیبی Ar-o2 : ( آرگون 98%+ اکسیژن 2% )
از ویژگی های این گاز ترکیبی افزایش سرعت جوشکاری و سیالیت حوضچه مذاب ، افزایش پایداری قوس ،اجرا و کنترل دقیقتر در نوع انتقال قطرات مذاب سیم جوش و در نتیجه کاهش پاشش می باشد .
گاز ترکیبی سه جزئی Ar-He-Co2: (آرگون 66% +هلیوم 33%+ دی اکسید کربن 1%)
از ویژگی های این ترکیب سرعت بالای جوشکاری،اجرای گرده جوش تخت و خوابیده ،کاهش پروسیتی ، بهبود آلیاژسازی ، افزایش مقاومت به خوردگی و جلوگیری از ایجاد اکسیدهای سطحی به واسطه دی اکسید کربن ودر نهایت همخواخی مناسبتر رنگ فلز جوش با فلز پایه می باشد .
گاز ترکیبی سه جزئی Ar-He-Co2 : ( آرگون 7/5%+هلیوم 90%+دی اکسید کربن 2/5%)
از ویژگی های این ترکیب ، افزایش نفوذ ،افزایش پایداری قوس میباشد. درصد بالای هلیوم در این ترکیب موجب تامین حرارت ورودی مناسب و کافی برای روش انتقال اتصال کوتاه و وجود دی اکسید کربن موجب عدم جذب کربن و تشکیل لایه اکسیدهای سطحی می شود.
این ترکیب برای جوشکاری با ضخامتهای کمتر از 3 میلیمتر مناسب میباشد.
گردآورنده : مهندس مسعود دیوسالار
مهندس بین المللی جوش
weldexpert@khazar-transfo.com