- 1. سلام،میخواستم کاربردهای عمده گاز آرگون بدونم که در جوشکاری نقش مهمی را ایفا میکنه؟؟
بهزاد-تهران
سلام ممنون از توجه شما . گاز ارگون ، گازی است خنثی که هیچگونه ترکیب شیمیایی با اتمسفر اطراف و مواد موجود در حوضچه جوش ایجاد نمی کند . ارگون به معنی غیر فعال است این گاز 4 /1 برابر سنگینتر از هوا بوده به همین دلیل میتوان ان را با شدت کمتری به جریان در اورد و از این رو نسبت به سایر گازها به کمترین فشار نیاز دارد . از مزایای گاز ارگون
1- گازی ست ارام که فعالیتهای حوضچه جوش را به حد اقل میرساند
2- برای به دست اوردن شدت جریان و طول قوس مناسب به ولتاژ کمتری نیاز دارد
3- شروع قوس نسبت به گاز های دیگر اسانتر است
4- قدرت پاک کنندگی و شکستن لایه اکسیدی در الومینیوم و منیزیوم را بالا می برد
5- هزینه ان نسبت به گازهای خنثی دیگر کمتر است
با تشکر دیوسالار
- 2. سلام به شما،در جوشکاری با قوس الکتریکی آیا به غیر از جریان مستقیم از جریان دیگری میشه استفاده کرد؟ چگ.نه ممکن است که پدیده ای به نام ترکهای جوش شکل بگیرد؟؟
رضایی-مشهد
سلام ممنون از توجه شما . در فرایندهای جوشکاری قوسی میتوان از هر دو نوع جریان متناوب و مستقیم استفاده نمود . البته انتخاب نوع جریان به پارامترهایی از قبیل جنس فلز پایه – ضخامت – نوع کاربری .و .... بستگی دارد به عنوان مثال مناسبترین نوع جریان برای جوشکاری فلز الومینیوم جریان متناوب با شکل موج مربعی در فرایند جوشکاری تیگ است . در فرایندهایی نظیر GMAW – SAW معمولا از جریان مستقیم DCEP و در فرایندهایی نظیر GTAW و SMAW از جریان مستقیم و متناوب استفاده می شه . DCEN – DCEP و AC .
در خصوص ترک هم خدمدتون عرض کنم :
در میان تمام عیوب جوش ترک خطرناکترین آنهاست . چون قابلیت جوشکاری مواد بر پایه تمایل به ترک برداشتن در طول جوشکاری و بعد از آن ارزیابی می شود .
زمانی که تنش در یک نقطه از جوش از مقاومت کششی یا برشی نهایی فلز پایه یا فلز جوش تجاوز کند ترک اتفاق می افتد .
ترک ها در فلز پایه – ناحیه متاثر از حرارت – فلز جوش اتفاق می افتند
درجه حرارتی که ترک در ان اتفاق می افتد نقش تعیین کننده در نحوه رشد ، آسیب رسانی به شبکه کریستالی و دانه بندی ، دارد.
تقسیم بندی ترک ها بر اساس دمای پیدایش انها
- ترک گرم
- ترک سرد
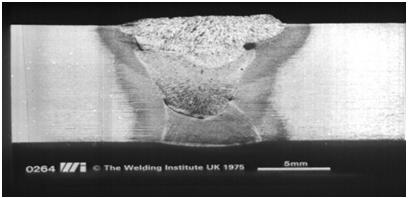
ترک گرم در فلز جوش – ترک انجمادی solidification cracks
علت :
- ساختار انجماد باعث درشت دانه شدن ساختار فلز جوش می شود .
- جدایش
- زیاد بودن ضخامت قطعه کار
- قید و بندهای اتصال
- نسبت عمق به عرض جوش ( نسبت 3 به 2 )
- شکل گرده جوش ترکیبات فلز پایه
- بالا بودن شدت جریان
- مونتاژ ضعیف
- کم بودن گلویی جوش به واسطه وجود عیوبی نظیر عدم نفوذ
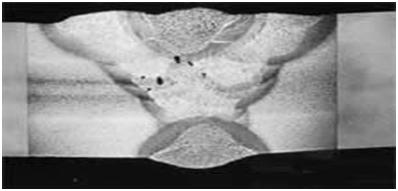
ترک گرم در ناحیه متاثر از حرارت –ترک گدازه ای liquation cracks
علت :
- استفاده از فرایندهای با حرارت ورودی بالا مانند زیرپودری و ...
- بالا بودن میزان گوگرد و فسفر و پایین بودن میزان منگنز در فلز پایه
- مدت زمان طولانی در دمای بالا باشد
- وجود ناخالصیها
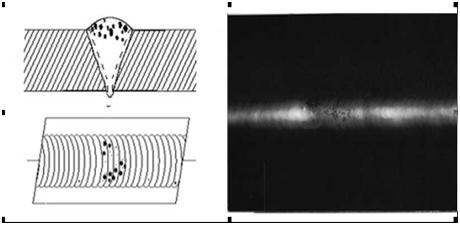
Cold cracking ترک سرد
خطرناک ترین ، ناشناخته ترین و پیچیده ترین نوع عیب در جوش
ترک های تاخیری یا ترک های هیدروژنی نیز نامیده می شوند
ترک سرد عموما در دمای زیر 100 درجه سانتیگراد و در اثر عدم خروج هیدروژن از فلز جوش از یک دوره چند ساعته ( تقریبا بعد از 72 ساعت پس از سرد شدن و رسیدن به دمای محیط ) اتفاق می افتد
زمان تاخیر به نوع فولاد – میزان تنش جوشکاری – و مقدار هیدروژن موجود در جوش و ناحیه متاثر از حرارت بستگی دارد
علت :
- مقدار هیدروژن در فلز جوش
- تنشهای کششی بالا
- ساختار مستعد مانند مارتنزیت
- سرعت بالای جوشکاری
- سرعت سرد شدن
انواع دیگر ترک ها و موقعیت شکل گیری اونها ( ترک های طولی – عرضی و ... ) خودش یه بحث مفصله که انشا اله اینده به صورت مقاله تو سایتمون می تونین مطالعشون کنین . با تشکر دیوسالار
- 3. سلام،امکان این هست که مختصری توضیح درباره ازرسی عملیات پسگرم کردن و تنش زذایی - بازرسی غیر مخرب ارائه کنید؟؟
میرزاده-ساری
سلام ممنون از توجه شما . در خصوص تست های غیر مخرب که مکرر صحیت شد و تو پاسخ به سوالهای دوستان دیگه میتونین مطالعشون کنید . اما در خصوص پس گرم کردن و تنش زدایی
پس گرمایی به سه دلیل اجرا میشه
1- برای تشکیل ساختارهای تعادلی
2- برای افزایش سختی پذیری و سخت کاری
3- برای اصلاح تغییرات ابعادی و تابیدگی
انواع پس گرمایی برای تشکیل ساختارهای تعادلی
1- تنش زدایی 2- انیل کردن 3- همگن سازی 4 – انیل ایزوترمال 5- نرمال کردن 6 – کروی کردن 7- بازیابی 8 – تبلور مجدد
انواع پسگرمایی برای افزایش سختی پذیری
1-برگشت دادن – تمپر کردن
در خصوص استفاده از پس گرمایی جهت اصلاح ابعاد و تابیدگی بحث حسابی مفصله که امیدوارم تو اینده بتونم به عنوان موضوع مستقل وبه صورت مقاله تو سایتمون بذارمش . با تشکر دیوسالار .
- 4. سلام،مقاله ای در ارتباط با جوشکاری اغتشاشی اگر امکانش هست تو سایت درج کنید یا منابعی به بنده معرفی کنید؟
حسین زاده-یزد
سلام ممنون از توجه شما . امیدوارم مورد استفادتون قرار بگیره . با تشکر دیوسالار
Kluken, A O et al: "Aluminium Bridge Constructions - Welding Technology
and Fatigue Properties" Svesaren, Vol. 50, No. 3, 1995.
2. Knipstrom, K E: "New Welding Method for Aluminium" Journal as above.
3. Thomas, W M et al: "Friction Stir Butt Welding" International patent
application No.PCT/GB92/02203 and GB patent application No.9125978.8, 6
December 1991.
4. Midling, O T: "Material Flow Behaviour and Microstructural Integrity of
Friction Stir Butt Weldments" Proc. of 4th Int. Conf. on Aluminium Alloys
(ICAA4), Atlanta, GA, USA, 11-16 Sept. 1994.
5. Thomas W M, Nicholas E D, Needham J C, Murch M G, Temple-Smith P and
Dawes C J, 'Improvements relating to friction welding', European Patent
Specification 0 615 480 B1.
6. Midling O T, Morley E J, Sandvik A, 'Friction stir welding'. European Patent
Application 959 078 88.
- 5. سلام،در چه مواقعی میشود از جوشکاری نقطه ای استفاده کرد و عموما چه کاربردهایی در جوشکاری دارد؟ و سوال دیگر آیا در قوس الکتریکی گرما و انرژی نورانی در جاهای مختلف یکسان پذیر هستند؟؟
جواد-تهران
سلام ممنون از توجه شما . جوش نقطهای SPOT WELDING از انواع حالتهای اتصال هستند که با توجه به نوع بارگذاری ( استاتیکی – سیکلی – ترکیبی .و ... ) در طراحی اتصال ممکنه مورد استفاده قرار بگیرن که البته نحوه محاسبه و اجرای اون استانداردهای مخصوص به خودش رو داره . در خصوص قوس الکتریک هم خدمدتون عرض کنم به محض ایجاد قوس و یونیزه شدن فاصله بین نوک الکترود و قطعه کار سه ناحیه مهم قابل تفکیکه که مشخصات الکتریکی و حرارتی مخصوص به خودشون رو دارن . ناحیه کاتدی – ناحیه اندی و ستون پلاسما .
Plasma temperature contour in the arc
با تشکر دیوسالار
- 6. سلام،مقاله های خوبی تو سایت دیدم،به امید تداوم هر چه بیشتر این روندی که در سایت دنبال کرده اید،میخواستم علائم اختصاری سیم جوش برای بنده توضیح دهید؟ چه خصوصیات متمایز دارند؟؟
انوری-تهران
سلام ممنون از توجه شما . تولید کنندگان مواد مصرفی جوش اعم از سیم ها و مفتول های جوشکاری – الکترودها – پودرهای جوشکاری و ... ملزم به رعایت استانداردهای بین المللی و استانداردهای داخلی کشور خودشون هستند . این موضوع تو کشور ما هم صادقه . تولیدکنندگان داخلی ما عموما علاوه بر نامگذاری انحصاری محصول تولیدی خودشون نامگذاری به روش استانداردهای امریکایی و یا استانداردهای اروپایی و بعضا هر دو تا رو رعایت میکنن. . ب ا توجه به مطالبی رو که خدمدتون عرض کردم بفرمایید برای چه فرایندی و چه استانداردی مد نظر شماست تا من اطلاعات رو تقدیم کنم . با تشکر دیوسالار
- 7. سلام،میشه فرآیند و عملیات حرارتی جوشکاری تو سایتتون توضیحات و مقاله ای درج کنید؟؟ اگر مقاله ای سراغ دارین به ایمیل بنده ارسال فرمایید
با تشکر-احمد
سلام ممنون از توجه شما . عملیات حرارتی در خصوص جوشکاری رو میشه به دو دسته کلی عملیات حرارتی قبل ( پیشگرم کردن ) و عملیات حرارتی بعد از جوش ( پس گرم کردن ) تقسیم کرد . که هر کدومشون بحثهای تخصصی و مفصلی دارن . لذا اگه عملیات حرارتی به خصوصی مورد نظر شماست بفرمایید تا اطلاعاتش رو تقدیم کنم . با تشکر دیو سالار
- 8. سلام،چرا در جوش های حالت جامد ،انجام اتصالات بدون تشکیل مذاب صورت می گیرد؟؟
فرهاد-قزوین
سلام ممنون از توجه شما . در جوشکاری حالت جامد عملا به جای ذوب و تشکیل مایع از انتقال اتمها در حلالت جامد تحت تاثیر فشار و در حالت خمیری اتفاق می افتد . برای اینکه استحکام اتصال را بالا ببریم تمیز بودن سطوح اتصال از شرایط الزامیست . استفاده از حرارت ( حرارت ناشی از اصطکاک –مقاومت الکتریکی و القائی ) انتقال اتمها را در سطوح اسانتر مینماید با استفاده از فشار نیز استحکام اتصال بالا میرود . هر چه فشار بالاتر باشد استحکام اتصال بیشتر است . با تشکر دیوسالار
- سلام و درود بر شما، تاثیرات اندازه دانه پودرهای مصرفی در روش ترمیت چیست؟ چه کاربردی اصولا دارد؟؟
نیما-تهران
سلام ممنون از توجه شما . متاسفانه در حال حاضر اطلاعات در خوری در این مورد ندارم . به محض اینکه اطلاعات مفیدی جمع اوری کردم تقدیم می کنم . با تشکر دیوسالار
- 10. آیا مقالات و بولتن هایی در ارتباط با جوشکاری لوله های پلی اتیلن در سایت تا حالا ارائه کردین؟؟ کجا میتوانم این مقالات دریافت کنم؟؟؟
صمدی-تهران
سلام ممنون از توجه شما . متاسفانه در حال حاضر اطلاعات در خوری در این مورد ندارم . به محض اینکه اطلاعات مفیدی جمع اوری کردم تقدیم می کنم . با تشکر دیوسالار