معرفی دستگاه های جوشکاری و برشکاری شرکت خزرترانسفو
با هدف گسترش تبلیغات مجازی و معرفی دستگاه های جوش و برش شرکت خزرترانسفومعرفی دستگاه های جوشکاری و برشکاری شرکت خزرترانسفو
با هدف گسترش تبلیغات مجازی و معرفی دستگاه های جوش و برش شرکت خزرترانسفوپرسش و پاسخ-بخش چهارم
پرسش و پاسخ-بخش چهارم1 - میشه توضیح عموما چه پارامترهایی برای گزینش یک فرآیند جوشکاری لازم هست؟ چونکه معیارها برای انتخاب فرآیند جوشکاری به هم دیگه وابسته هست و نمیتوان تفکیک و مرزبندی برای آن قائل شد! درسته؟
سلام دوست عزیز . فرایندهای جوشکاری مثل بقیه فرایندهای تولید با توجه به نوع محصول انتخاب میشن . شاید توجه به موارد زیر بتونه الگوی مناسبی برای انتخاب مناسبتر باشه . :
فاکتورهای انتخاب فرایند جوشکاری
جنس فلز پایه -طرح اتصال –امکان دستیابی – ضخامت و ... -امکان دسترسی به دو طرف محل اتصال -نیازمندیهای تولید ( توان تولید ) -تجهیزات و امکانات موجود -امکان آماده سازی لبه ها ( پخ زنی ) - مهارت اجرای فرایند توسط اپراتور یا جوشکار - شرایط محیطی - تاثیر اجرای فرایند بر روی خصوصیات مهندسی فلز پایه - کیفیت جوش خواسته شده - قیمت تمام شده - ایمنی و بهداشت کار
به عنوان مثال اگه یه واحد سوله سازی رو با توان تولید سالانه شش هزار تن در نظر بگیریم شاید تلفیقی از روشهای نیمه اتومات مثل GMAW و SAW در کنار فرایند SMAW پیشنهاد مناسبی باشه ولی اگه توان تولید همین واحد بخواد دو برابر بشه اونوقت دیکه روشهای نیمه اتومات به تنهایی جوابگوی تولید نیستن و سیستمهایی نظیر جوشهای دروازهای و خط تولید های مکانیزه و .ممکنه مورد نیاز باشن ...
با تشکر دیوسالار

رسش و پاسخ-بخش چهارم
2 - آیا این جداول قیمت تمام شده مواد و ملزومات مورد نیاز برای انجام این کار در شرکتهای معتبر جوشکاری برای مقایسه با شرکتهای داخلی امکان پذیر هست؟ این جداول از کجا میشه گردآوری کنم؟ میشه راهنمایی کنید؟
سلام دوست عزیز . فرمولهای براورد قیمت و تاثیر پارامترهای مربوطه مثل همه فرمولهای دیگه تو سراسر دنیا یکسان هستن . شاید اختلاف بیشتر در تاثیر پارامترها باشه . مثلا هزینه انرژی و دستمزد تو جاهای مختلف دنیا کاملا متفاوته .تو سایت همه شرکتهای معتبر مثل لینکلن – میلر – ایساب و ... میتونین این جداول و فرمولها رو ببینین . با تشکر دیوسالار
3 - جواب : خیلی ممنونم از اینکه پاسخ کاملی ارایه دادین،آیا این رشته تو شرکتها و صنایع بازار کار دارد؟ کدام یک از زیرشاخه های آن برای تحصیل توصیه می کنید؟
سلام دوست عزیز . علیرغم این که رشته جوونیه ولی کاملا داره تو شرکتها جا میافته . حد اقل انتظاری رو که یه کارشناس مهندسیه جوش میتونه براورده کنه بازرسی جوش و کنترل کیفیته که خوشبختانه تو تمام صنایع داره اجباری میشه . به نظر بنده شاخه تکنولوژی جوش بازار کار گسترده تری داره . با تشکر دیوسالار
4 - منظور سوال بنده تاثیر گاز آرگون هست؟ چه عواقب و پیامدهایی داره؟ اگر عواقبی دارد چه مواردی را باید رعایت کرد؟
سلام دوست عزیز . گاز ارگون گازیه بی رنگ بی بو و بدون ضرر برا ی انسان . اگه این گاز به عنوان گاز محافظ تو جوشکاری استفاده بشه ، فعالیتهای داخل حوضچه مذاب رو به حد اقل میرسونه ، پتانسیل کمتری برای یونیزاسیون نسبت به گازهای دیگه نیاز داره . اما با توجه به اینکه قوس حاصل از استفاده از این گاز شفاف تره ( هیچ نوع دودی تولید نمیشه ) مقدار بیشتری از اشعه های مضر حاصل از قوس الکتریک به بدن جوشکار میرسه . از طرفی به طور سنتی شایع شده که جوشکارانی که با گاز ارگون سرو کار دارن براشون عوارض بدی داره از قبیل سرطان پوست – ریه و حتی خطر عقیم شدن ! که البته همه این موارد هیچ ربطی به گاز ارگون ندارن ! دلیل عمدش اینه که تو جوشکاری با گاز ارگون ( فرایند GTAW یا TIG ) از الکترود های تنگستن استفاده میشه که دربعضی از انواعش مثل الکترودهای توریوم دارکه به مقدار جزئی رادیواکتیویته هستن . اون هم مقدارش اونقد کم هست که با رعایت نکات ایمنی خطری متوجه جوشکار نشه . ( استفاده از ماسک و کلاه های مخصوص هنگام تیز کردن الکترود – استفاده از لباس کار قرمز رنگ جهت جذب اشعه هنگام جوشکاری و ... ) با تشکر دیوسالار
5 - سلام،تاریخچه جوشکاری رو مطالعه کردم ،مقاله مفیدی بود.فقط یه سوال،تاریخچه جوشکاری تنها به مواردی که ذکر کردی ختم میشه یا اینکه تاریخچه گسترده ای داره؟ چه کتابهایی در زمینه تاریخچه جوشکاری تا به حال تالیف شده؟؟
سلام . دوست عزیز . مطالبی رو که شما در تاریخچه شماره یک خوندین بیشتر مقدمه بود . مطالب مفصل تاریخچه جوشکاری و سیر تکامل این صنعت تو شماره های بعدی به ترتیب ارائه می شه . با تشکر دیوسالار
6 - چقدر جوابتون عالی و کامل بود،این دستور العمل هایی که ذکر کردین آیا این دستورالعمل ها برای همه یکی هست یا اینکه هر آزمایشگاهی برای تست و آزمایش میتونه از دیگر دستور العمل هایی بهره بگیره؟
سلام دوست عزیز . نه . انتخاب تست ها سلیقه ای نیست . ازمایشگاه ملزم یه رعایت استاندارد تعیین شده از طرف کارفرما هست
7 - جواب : بسیار عالی! یه سوال هم برام پیش اومده!! اگر ما همانطور که از قطعات مرغوب تری که در اینورتر ها مورد استفاده میکنیم چرا این قطعات مرغوب و با کیفیت در دستگاه های جوشکاری انجام نمی دهیم؟ آیا دلیل خاصی داره یا اینکه اینورتر ها در این موارد ارجحیت بیشتری دارند؟
سلام دوست عزیز . تکنولوژی اینورتر با توجه به کاهش مصرف انرژی که دارن و همچنین با توجه به جدیدتر بودن تکنولوژیشون تو کاربری اقبال بیشتری دارن و بیشتر مورد توجه قرار میگیرن . و البته به نظر من خیلی خوبه که ما هم یه تکنیک جدید رو تو کشور خودمون از نقطه کاملا مطمئنی شروع کنیم و چند سال بعد دنبال این نباشیم که اشتباهات گذشتمون ( که همین امروز ماست ) رو جبران کنیم . در خصوص دستگاههای جوشکاری رایج هم داره این اتفاق می افته . به این معنی که دائما رو کیفیت تجهیزات کار میشه البته باید برای تولید کننده توجیه اقتصادی هم داشته یاشه . با تشکر دیوسالار
8 - تشکر میکنم از اینکه جواب دادین،این سوال تو سایتهای دیگه مطرح کردم که جوابش بدین صورت بود رکتیفایر یا یکسو کننده برای تغییر جریان برق از برق شهری(غیر یکنواخت)به جریان یکنواخت استفاده میشود.کاربرد آن در جوشکاریهای سازه ای و مشابه مثل خط انتقال گاز و... است در حالی که نظرم بر این هست که رکتیفایرهایی که با توجه به متناوب بودن جریان ترنس امکان یکنواخت بودن جوش وجود ندارد؟
سلام دوست عزیز .دستگاه های جوشکاری از چند بخش اصلی تشکیل میشن : 1 - هسته ترانس 2- پل دیود ( یکسو ساز ) 3- استابلایزر 4- برد مدار فرمان که به ترتیب وظیفه کاهش ولتاژ شبکه تا ولتاژ کاری –تبدیل برق متناوب به برق مستقیم – تامین ولتاژ در زمان اتصال کوتاه و کنترل و تنظیم داده ها رو به عهده دارن . حال اینکه از ترانس جوش ( دستگاه های متناوب AC استفاده کنیم یا از رکتیفایر های DC برمیگرده به چند تا عامل که از مهمترین هاش نوع الکترود انتخابیه . به عنوان نمونه الکترودهای سلولزی رو نمیشه با دستگاه های AC جوشکاری کرد . از طرفی با استفاده از دستگاه های DC میزان حرارت ورودی به قطعه کار- عمق نفوذ و نرخ رسوب رو میشه با انتخاب قطب مثبت یا منفی کم یا زیاد کرد . یا یه مثال دیگه ازبرای جوشکاری با الکترود 6013 هم میشه از دستگاه های AC استفاده کرد و هم از دستگاه های DC که با توجه به نوع و موقعیت اتصال - عمق نفوذ و سرعت جوشکاری میشه هر کدوم از دستگاه ها رو انتخاب کرد .
9 - خسته نباشید میگم،سایت پر محتوایی دارید.آقای دیوسالار،سوال بنده اینه که چرا از قوس الکتریکی به عنوان منبع حرارتی در جوشکاری استفاده میشه چرا؟
الهامی-تهران
دانشجوی سال دوم
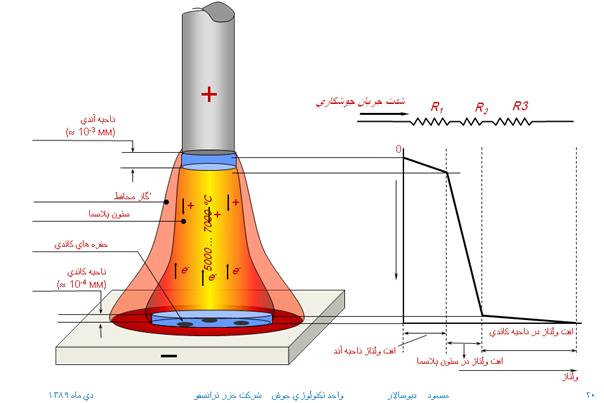
سلام ممنون از توجه شما . از فرایندهای پر کاربردی که توش از قوس الکتریک به عنوان منبع تولید حرارت استفاده میشه مثل روش الکترود دستی –رو به طور مختصر بررسی میکنیم . منبع تغذیه این فرایندها دارای یه ویژگی تحت عنوان OCV هستن ( ولتاژ مدار باز ) .و این میزان ولتاژی که دستگاه روشن هست ولی جوشکاری نمیشه که به عنوان مثال برای روش الکترود دستی معمولا از 45 ولت هست تا حدود 100 ولت . به محض اینکه جوشکاری شروع میشه ولتاز تا حد زیادی کم میشه ( تا حدود بیست و چند ولت البته بسته به مقدار امپر انتخابی ) . حالا اگه درست لحظه اول شروع قوس رو در نظر بگیریم بخش زیادی از ولتاژ مصرف شده صرف یونیزه کردن هوای موجود در فاصله بین نوک الکترود و سطح کار میشه . به این هوای داغ یونیزه شده پلاسما میگن . پس پلاسما یعنی گاز داغ یونیزه شده که بر خلاف گازهای معمولی خاصیت رسانایی الکتریکی داره . و الکترونها میتونن تو این فضا که یه ستون هستش حرکت کنن . پس قوس الکتریک تشکیل شده از ناحیه اندی – ناحیه کاتدی – ستون پلاسما که تو مرکز خودش حرارت بسیار بالای متمرکزی داره حدود 6000 درجه سانتیگراد ! که این دما برای ذوب تمام فلزات کافیه .نکته مهم بعدی ثبات این پلاسمای تولید شده و در نهایت قوس تولید شده هست که خودش بحث مفصلیه
. با تشکر دیوسالار
10 - یه سوال در ارتباط با قوس برقی داشتم تو سایتهای اینترنتی دنبال این بودم که مخترع قوس الکتریکی چه کسی باشه؟ بعضی از سایتها همفری دیوی رو ابداع کننده دانستند و برخی دیگه دیمری تنز ،اگه امکانش هست در این زمینه توضیح جامعی ارایه کنید؟
محمدزاده-دانشجو
سلام ممنون از توجه شما . هامفری دیوی انگلیسی (1829 – 1778 ) پیشرو و طلایه دار تولید قوس الکتریک بین دو الکترود کربنی با استفاده از باطری هست . پیشگام جوشکاری الکتریکی ویلد انگلیسی ( 1860 ) که با استفاده از تئوری های ولتا و دیوی و با استفاده از منبع تغذیه های ابتدایی موفغ به این کار شد .
11- عرض ادب دارم خدمت مهندس دیوسالار،علی هستم از تهران،سایت خوبی دارین،مقاله هاتون هم عالیه! فقط یه سوال برام پیش اومده که فکر میکنم جواب جامعی برای این موضوع داشته باشید،توضیحاتی پیرامون WPS & PQR اگر مطلب یا مقاله یا مجله ای یا سایتی سراغ دارین ارایه کنید.
فرهودی-دانشجو سال اول
سلام ممنون از توجه شما . همونطوری که میدونید WPS & PQR از جمله موارد بسیار مهم و البته مفصل در صنعت جوشکاری هستن . که اینجا من فقط مختصر اونا رو معرفی میکنم .
Welding Procedure Specification (WPS) در واقع دستورالعمل پیشنهادی اجرای جوشکاریه که یه سری الزامات داره که باید رعایت بشه . ممکنه که نیازی به تاییدیه نداشته باشه (استاندارد AWS D1.1 بخش 3 wps prequalified ) و یا اینکه نیاز به تایید تو ازمایشگاه ها ی معتبر داشته باشه ( (Procedure Qualification Record (PQR)
مراحل تایید دستورالعمل های جوشکاری
تهیه دستورالعمل مقدماتی
تهیه و آماده سازی قطعات مورد نیاز تست
هماهنگی جهت انجام تستهای مخرب و غیر مخرب
ارزیابی نتیجه تستها
تهیه و تکمیل مدارک PQR
تایید PQR
تایید WPS
رعایت موارد قید شده تو WPS یا الزامین Essential یا اختیارین Non essential یا توافقین Suplementary ..... بهتون پیشنهاد میکنم با توجه به حجم بالای مواردی که قابل بحث هستن برای اطلاعات بیشتر تو دوره های اموزشی شرکت کنین .
با تشکر دیوسالار
12سایتتون خوبه،فقط مقدور هست تعداد تبلیغاتتون کم کنید و مقالاتتون بالا ببرین،یه چیزه دیگه اینکه چرا سایتتون خبرنامه نداره؟؟
علی-کرمانشاه
سلام ممنون از توجه شما . به زودی سایتمون تغییرات اساسی میکنه که البته تذکر شما حتما توش لحاظ میشه . با تشکر دیوسالار
13 - سلام،تاریخچه جوشکاری از شرکتهای معتبر جوشکاری بزارین؟
ناشناس-تهران
سلام ممنون از توجه شما . بخش اول تاریخچه جوشکاری رو تو سایت گذاشتیم . بخشهای بعدی هم که شامل مورد سوال شما هم هست به زودی و به ترتیب تقدیم میشه . با تشکر دیوسالار